
Company News
Innovative Motor & Gearing Technologies for High-Capacity, Low-Head Pumps
Reduce high vibration and increase reliability with CST gear motor technology in power generation applications.
Written by: Aron Abel, Baldor Electric Company
Published: November 1, 2013
In a power plant, the condenser circulating water pump system is typically a high flow, low-head application. Two, three or possibly four identical pumps usually operate in parallel with a common system. This system may or may not have discharge throttle valves, and in such cases flow control is achieved by taking a pump out of service. In a parallel designs such as this, the pumps must be carefully matched to the system and their individual capabilities.
All combinations and variations of the system head curve should be considered and the system curve’s uncertainty caused by variable pump operation must be handled. Off-design point operation driven by unforeseen plant operation and/or maintenance issues will affect the pumps’ reliability and efficiency. However, a different approach with new motor and gearing technology may mitigate these issues while simultaneously improving efficiency, reliability and performance.
The Issue
The startup and shutdown sequence of any pumping system is harsh on the pump because it takes time for the system to achieve hydraulic stability. Specifically, in the case of a long discharge (to the destination) the hydraulic transient can cause minutes or even hours of instability, reducing pump life as much as 50 percent. Maintaining a closed or partially open discharge valve for longer periods of time may also cause damage to the pump, valves, piping and the structure. Additionally, if the motor operated discharge valve fails to open or opens too quickly or if the system is not properly vented, water hammer can occur and result in severe damage to the pump and system.
Alternate Solution
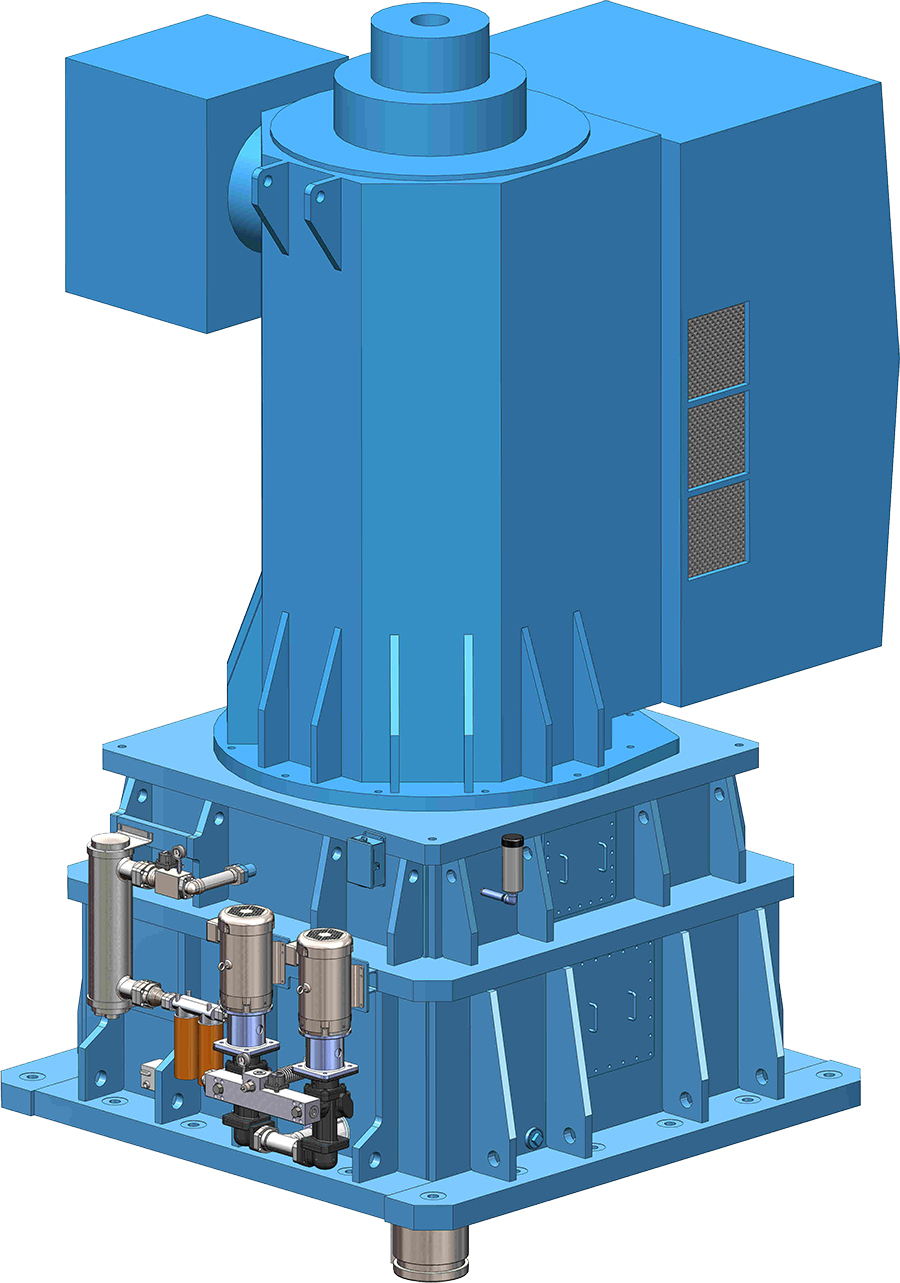
An alternative approach is a large horsepower, low-speed gear motor with a built-in hydro-viscous clutch. The controlled start transmission (CST) gear motor is manufactured in a fabricated steel housing that is designed to fit on an existing pump flange. The shafts and gears are made of high-alloy hardened and carburized steel to American Gear Manufacturers Association (AGMA) 2001 durability and strength. A vertically mounted, four-pole design, large horsepower alternating current (AC) motor sits on a planetary gear reducer (see Figure 1).
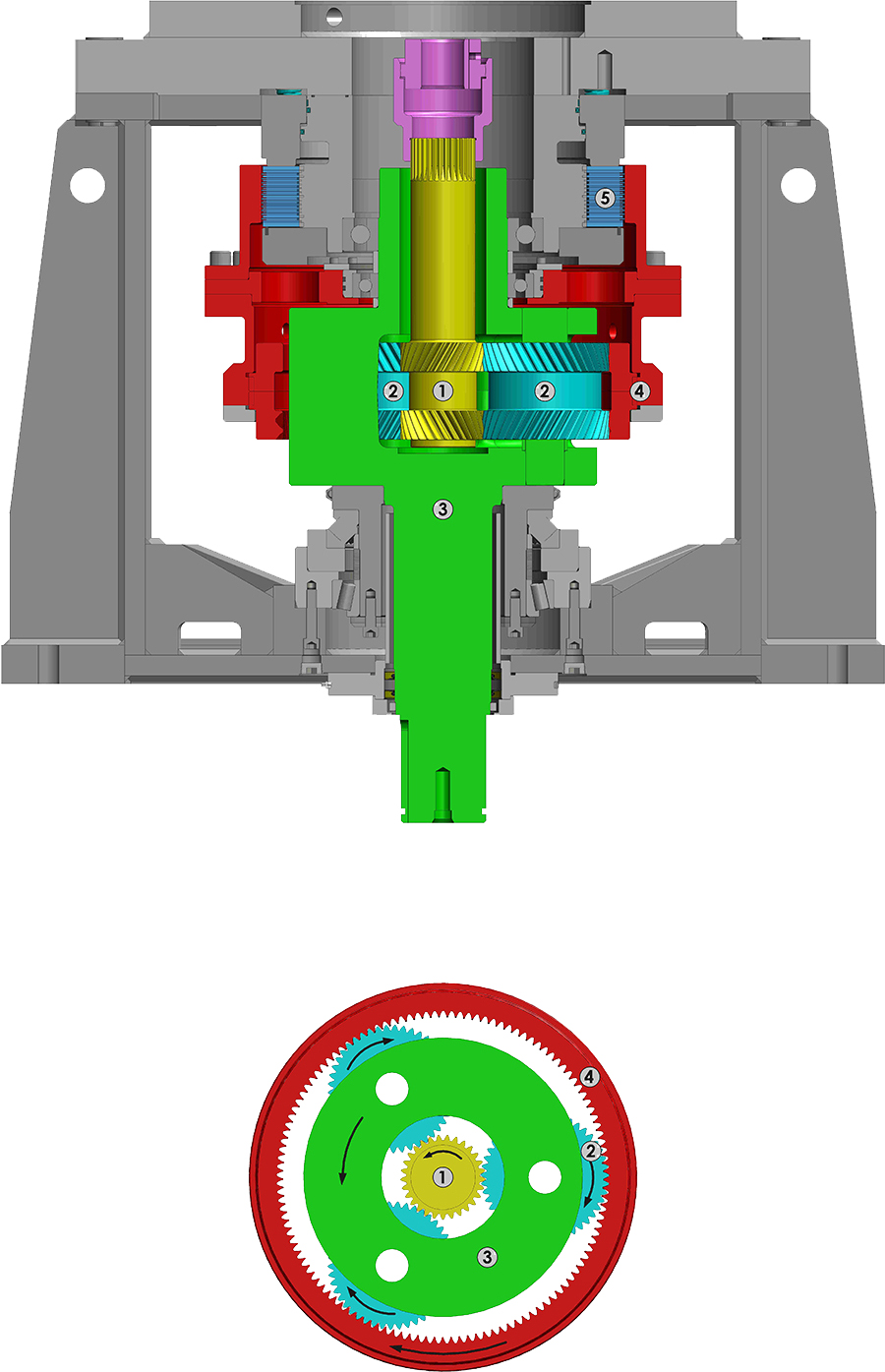
The planetary gearing shown in Figure 2 has four major components. The gears are double helical type for low noise and vibration.
The sun gear (1) is the high-speed input to the gear box. Around the sun gear are three planetary gears (2) that are supported by the planet carrier (3), which is also connected to the low-speed output.
The entire planet gear carrier assembly with the planet carrier rotates inside the ring gear (4). Speed control is accomplished through the clutch pack, which transmits torque between friction plates (5). This arrangement divides the power into three paths to reduce the load on individual gearing, affording high-power density and an efficiency in the range of 98.5 percent to 99 percent. The unit rating is based on the minimum rating of the components—such as the gears, shafts and keys.
The planet cylindrical roller bearings are robust for the application with a minimum unadjusted design L-10 life of 50,000 hours at motor rating horsepower. Thrust loads are supported by a spherical roller thrust bearing with L-10 life of 100,000 at 36,000 pounds of external thrust.
The drive is designed to accommodate momentary peak loads up to 200 percent. The unit is rated to a maximum design operating temperature limited to 200 F per AGMA 6023.
Functionality
The controlled start is facilitated by a hydro-viscous internal wet clutch that controls the pump speed and flow to enhance pump system startup. The integral clutch will allow the motor to achieve motor base speed under a no-load condition.
The clutch can be engaged and controlled to gradually bring the pump to full speed. Because the final output speed of the drive is determined by the gear ratio selected in the reduction gearbox, the drive’s speed can be exactly matched to the pump BEP requirements for efficient operation.
After the motor is started, the clutch is engaged slowly to accelerate the load under a tightly controlled acceleration curve, minimizing the impact on the power system and allowing for extended acceleration and deceleration times. The clutch functions as a mechanical soft start that allows the driven load to stop without stopping the motor. Another advantage is that multiple pump starts can occur without stopping the motor.
Author Bio:
Aron Abel is an industry engineer supporting the power generation and water/wastewater industries for Baldor Electric Company, a member of the ABB group. Abel is a certified maintenance and reliability professional with 25 years of experience in the power generation and petrochemical industries. He can be reached at aron.abel@baldor.abb.com.
View original article on Pump & Systems (pump-zone.com) Here.